華岐鋼管廠
聯系人:劉洪冉
手機:13370336357 15222680692
電話:022-84012345
地址:天津市大邱莊工業園
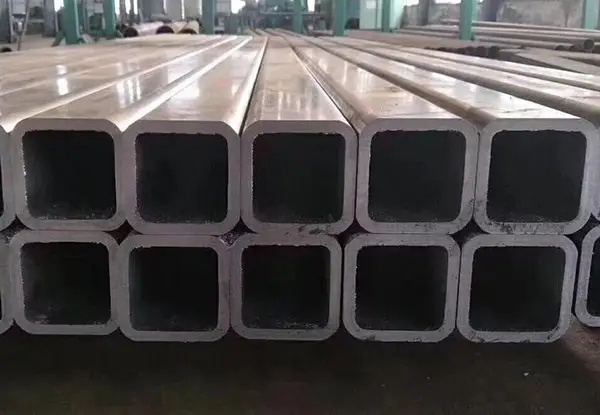
華岐鍍鋅方管現貨
華岐方管現貨
華岐方管廠直銷
華岐方管廠家
華岐鍍鋅方管廠家比價
華岐方管銷售現貨供應商
華岐方矩管生產廠家
華岐方管廠
Copyright © 2018 華岐鋼管廠 版權所有 魯ICP備11022418號-8